Как известно, первичное обогащение кимберлитовой руды проводится в отсадочных машинах. Руда дробится до «минус» 25 мм и подаётся на отсадку. После этого черновой концентрат перечищается либо на рентгенолюминесцентных сепараторах, либо на липкостных сепараторах типа СЛ-10. После которых следует ручная выборка.
Аналогичная технологическая схема справедлива и для россыпных месторождений алмазов. За исключением стадии дробления, которая, естественно, в этом случае не требуется.
До 1985г извлечение алмазов отсадкой составляло не более 75%. Именно сотрудники нашей компании под руководством к.т.н. Руля Александра Сергеевича разработали и на базе ГОК Удачный провели первые испытания технологии наложенных колебаний, которая позволила поднять извлечение алмазов до 99%. Все отсадочные машины, эксплуатируемые ЗАО АЛРОСА, изготовлены по чертежам, разработанным нашим КБ.
МОДУЛЬНЫЙ КОМПЛЕКС ДЛЯ ОБОГАЩЕНИЯ АЛМАЗОВ
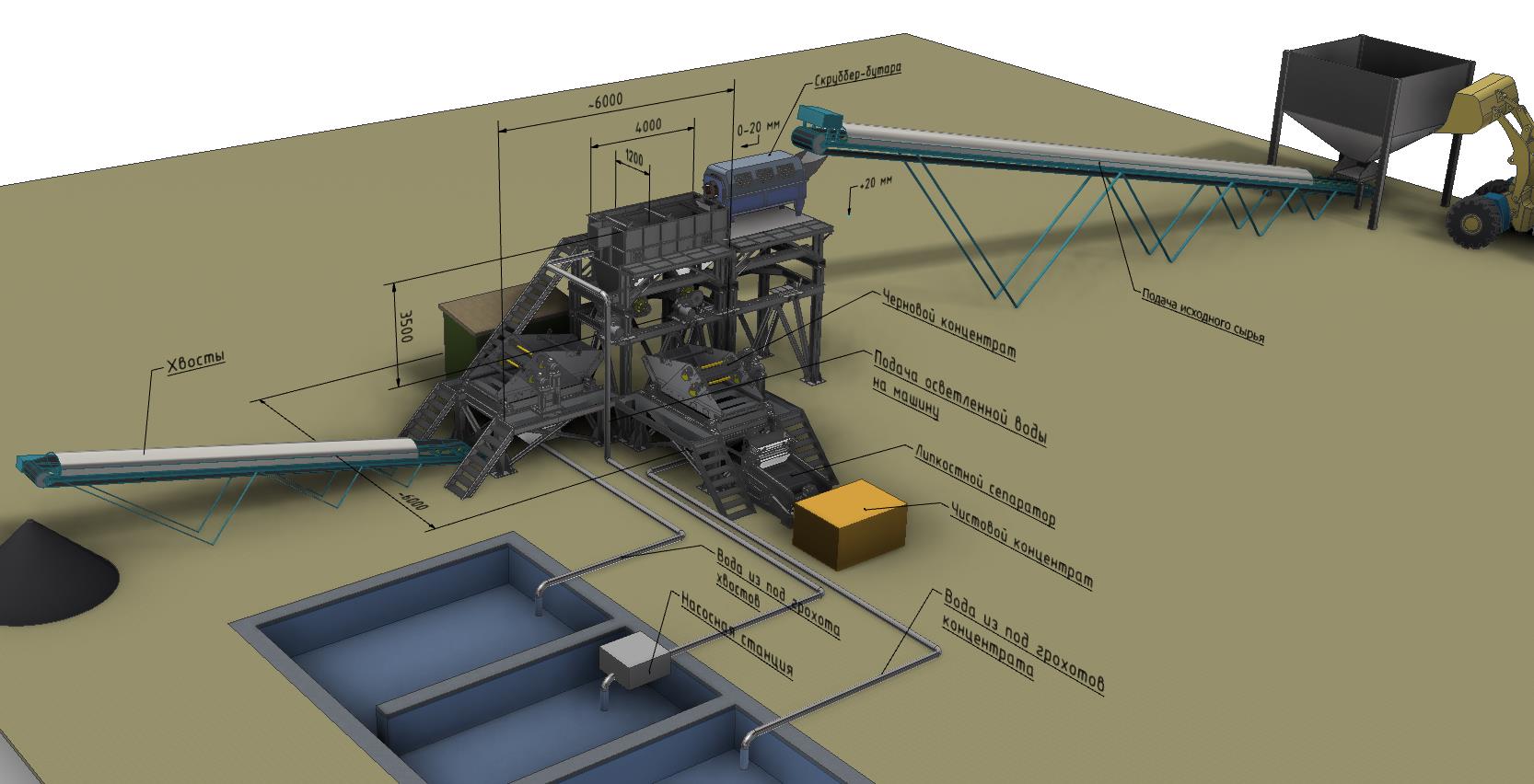
Основываясь на многолетнем опыте обогащения алмазов как в условиях республики Саха Якутия, так и в условиях Африки, компания НПК ГРАВИКОН предлагает как отдельные отсадочные машины с системой наложенных колебаний на производительность 10 ... 100 тонн в час, так и модульные комплексы для обогащения аллювиальных месторождений алмазов с производительностью 10 ... 50 тонн/час. Два таких комплекса были нами разработаны и успешно внедрены в Гвинее и Либерии. Есть вариант комплекса для берегового базирования и есть вариант размещения оборудования непосредственно на драге.
Также специалистами нашей компании совместно с институтом «Якутнипроалмаз» в 1989 году был разработан и в последствии модернизирован липкостной сепаратор СЛ-10. Первый опытный образец был внедрен на Айхальском ГОКе. За прошедшие годы система управления претерпела существенные изменения, оснастившись современным промышленным контроллером и сенсорной панелью оператора.
Липкостные сепараторы являются аппаратами, применяемыми для обогащения полезных ископаемых, в частности на конечной стадии доводки алмазосодержащих руд. Принцип действия основан на различии в смачиваемости частиц полезного и хвостов.
Принцип липкостной сепарации известен давно. Но своё развитие метод получил в начале 90-х годов прошлого века. При активном участии сотрудника компании НПК Гравикон Руля Александра Сергеевича под эгидой институтов «Якутнипроалмаз» г.Мирный и «Гипромашобогащение» г.Луганск была разработана концептуально новая конструкция сепаратора, что нашло отражение в патенте (http://www.freepatent.ru/patents/2038852)
«Формула изобретения
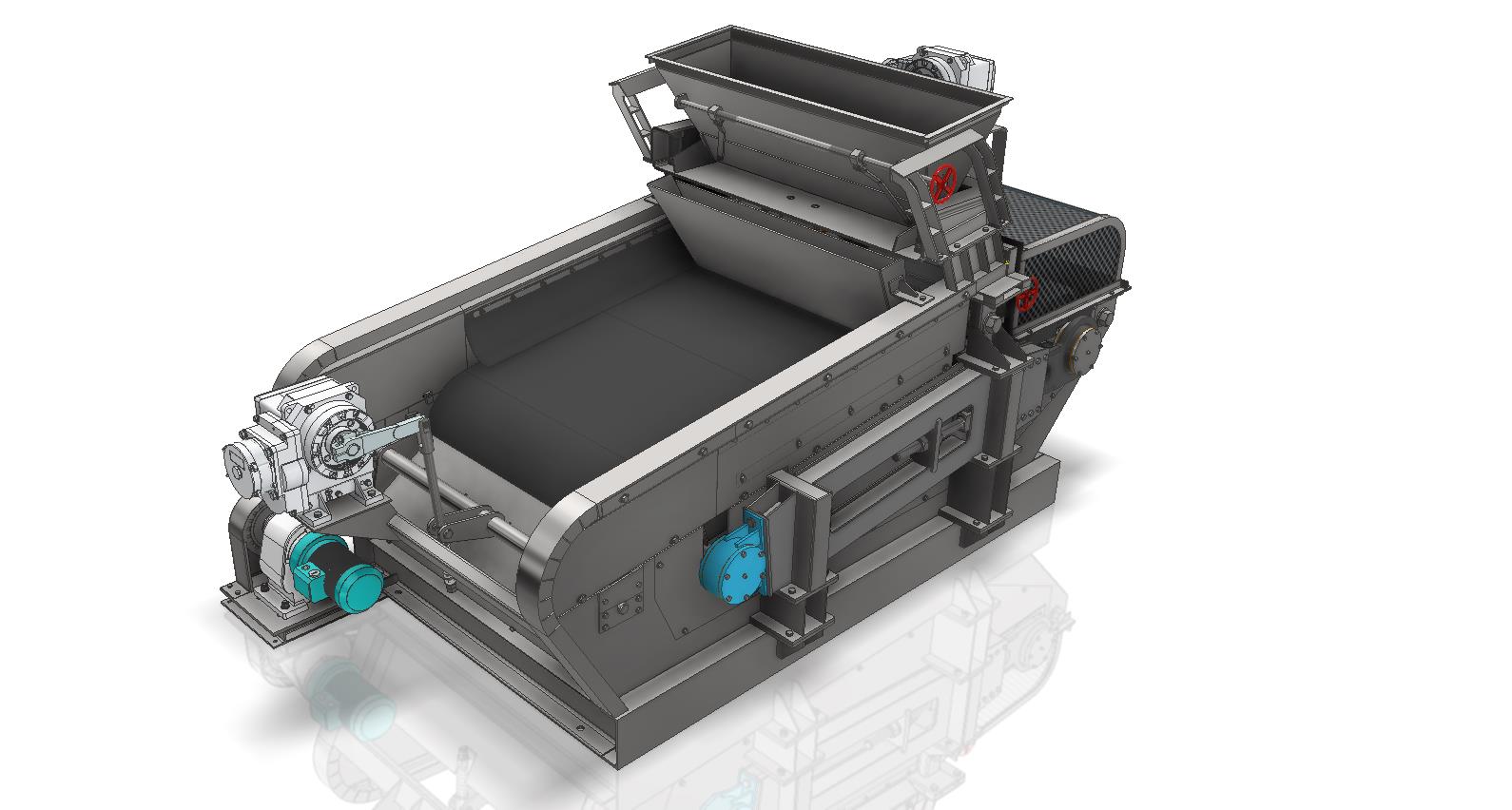
ЛИПКОСТНОЙ СЕПАРАТОР, включающий корпус с расположенной в нем бесконечной лентой, огибающей ведущий и ведомый барабаны, расположенный у ведущего барабана подающий бункер с питателем, вибратор, брызгало, намазывающую коробку, приемные бункеры, отличающийся тем, что, с целью повышения извлечения олеофильной компоненты, ось ведомого барабана жестко связана с вибратором и установлена на амортизаторах с возможностью вертикального перемещения».
Как видно из формулы, именно в этой конструкции была реализована идея принудительных колебаний ленты, которые позволили значительно повысить извлечение олеофильных частиц из исходного материала. В ходе проведения зимой 1991г. испытаний опытного образца на Айхальском ГОКе были определены оптимальные частота и амплитуда вибраций, определены требования к системе автоматики и главное – показана высокая эффективность липкостных сепараторов типа «СЛ».
Компания НПК Гравикон, сотрудниками которой в период их работы в институте «Гипромашобогащение» и были спроектированы конструкции первых липкостных сепараторов СЛ-10 и СЛ-10А, продолжила модернизацию данных аппаратов что нашло отражение в модельном ряде СЛ-05М, СЛ-10М и СЛ-20М на производительность от 3 до 10 тонн в час по исходному продукту.
|
|
Технические характеристики сепаратора СЛ-10М
|
|
№ п/п
|
Параметры
|
Значение
|
|
1
|
Производительность по исходному, тонн в час
|
5
|
|
2
|
Амплитуда вибраций ленты, мм
|
0,5..3,0
|
|
3
|
Частота вибраций ленты, 1/мин-1
|
500..1800
|
|
4
|
Мощность, кВт не более
|
5
|
|
5
|
Габариты, мм:
|
|
|
|
длина
|
2850
|
|
|
ширина
|
1480
|
|
|
высота
|
1500
|
|
6
|
Масса, кг
|
1400
|
|
|
| |
|
| |
|